











To choose high-quality Metal Stamping Parts, evaluate five areas in sequence: the supplier's certi...
Berita Industri
Jun 26,2026
Bagaimana untuk Memilih Bahagian Lukisan Dalam Berkualiti?
Memilih kualiti bahagian lukisan dalam bermula dengan satu prinsip yang tidak boleh dirunding: bahagian mesti memenuhi toleransi dimensi anda, spesifikasi bahan dan keperluan kemasan permukaan tanpa kecacatan seperti berkedut, koyak atau springback. Untuk mencapai matlamat ini secara konsisten, anda perlu menilai sumber bahan pengilang, ketepatan alatan, kawalan proses dan keupayaan pemeriksaan kualiti — semuanya sebelum membuat pesanan pengeluaran. Panduan ini membimbing anda melalui setiap faktor kritikal supaya anda boleh membuat keputusan yang yakin dan termaklum.
Apakah Lukisan Dalam dan Mengapa Kualiti Penting
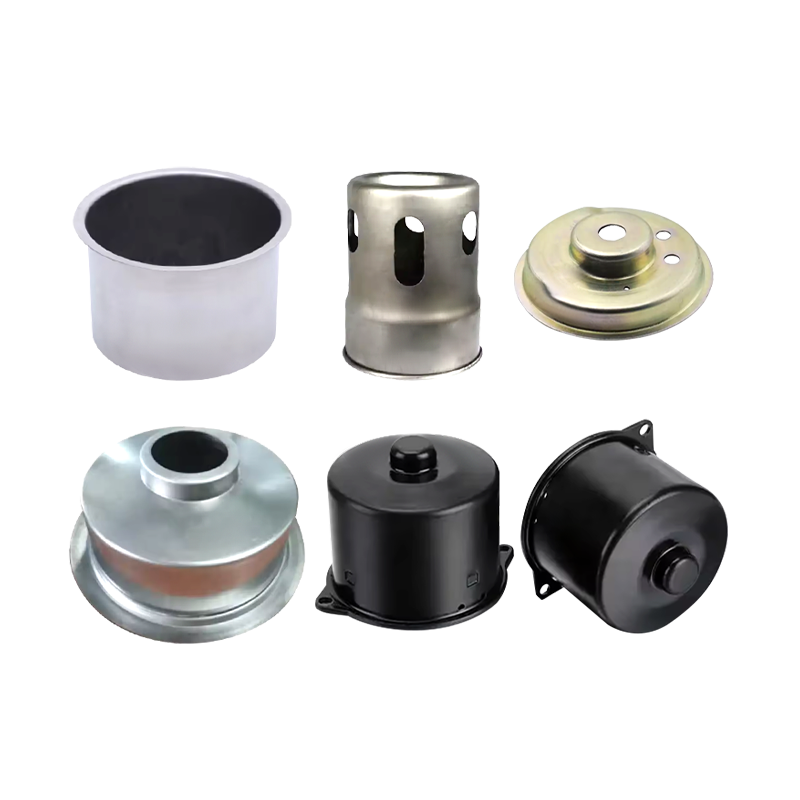
Lukisan dalam ialah proses pembentukan logam di mana kepingan kosong leper dilukis ke dalam rongga die dengan tumbukan untuk menghasilkan bahagian berbentuk cawan, cengkerang atau kotak. Ia digunakan secara meluas merentas industri termasuk automotif, aeroangkasa, elektronik, peranti perubatan dan peralatan pengguna kerana ia menghasilkan komponen yang lancar, kuat dan ringan dengan sisa bahan yang minimum.
Kualiti dalam lukisan dalam adalah kritikal kerana penyimpangan kecil dalam kelegaan alatan, daya pemegang kosong atau pelinciran boleh mengakibatkan bahagian yang ditolak. Data industri menunjukkan bahawa kawalan proses yang lemah boleh menyebabkan kadar sekerap 5%–20% dalam operasi lukisan dalam , meningkatkan kos setiap bahagian yang baik dan melengahkan jadual penghantaran. Apabila mendapatkan bahagian yang dilukis dalam daripada pembekal luar, memahami perkara yang memisahkan pengeluar berkualiti tinggi daripada pengeluar biasa melindungi rantaian bekalan anda.
Petunjuk Kualiti Utama untuk Dinilai Sebelum Memesan
Sebelum memberi komitmen kepada pembekal, semak petunjuk berikut secara sistematik. Setiap satu secara langsung meramalkan sama ada bahagian yang anda terima akan berfungsi seperti yang diperlukan.
Pensijilan Bahan dan Kebolehkesanan
Pengilang lukisan dalam yang terkenal memperoleh bahan mentah daripada kilang yang diperakui dan boleh menyediakan laporan ujian bahan (MTR) yang mengesahkan komposisi kimia, sifat mekanikal seperti kekuatan hasil dan pemanjangan serta pematuhan piawaian seperti ASTM, DIN atau JIS. Nilai pemanjangan melebihi 30% dalam keluli karbon rendah, sebagai contoh, menunjukkan bahan akan menarik dengan bersih tanpa patah. Jika pembekal tidak dapat mengemukakan dokumen kebolehkesanan, anggap ia sebagai bendera merah.
Piawaian Reka Bentuk dan Penyelenggaraan Perkakas
Set die dan punch menentukan ketepatan bentuk dan kualiti permukaan setiap bahagian yang dihasilkan. Perkakas berkualiti tinggi dihasilkan dengan toleransi yang ketat - biasanya ±0.01 mm hingga ±0.05 mm — dan diperbuat daripada keluli alat atau karbida yang dikeraskan untuk mengekalkan berjuta-juta kitaran tanpa haus yang berlebihan. Tanya pembekal anda tentang gred bahan perkakas mereka, hayat alat biasa dan selang penyelenggaraan berjadual. Perkakas yang diselenggara dengan baik secara langsung diterjemahkan kepada dimensi bahagian yang konsisten sepanjang pengeluaran dijalankan.
Nisbah Lukis dan Keseragaman Ketebalan Dinding
Nisbah cabutan menghadkan (LDR) ialah nisbah maksimum diameter kosong kepada diameter tebuk yang boleh dicapai dalam satu cabutan tanpa patah. Untuk kebanyakan keluli lembut, LDR adalah lebih kurang 2.0 hingga 2.3 . Bahagian dengan geometri yang lebih dalam memerlukan beberapa operasi lukisan semula, setiap satu menambah kerumitan. Pengilang mahir mengawal tekanan pemegang kosong dan pelinciran pada setiap peringkat untuk mengekalkan keseragaman ketebalan dinding, biasanya dalam ±10% daripada ketebalan dinding nominal . Sahkan bahawa pembekal anda mendokumenkan ukuran ketebalan pada berbilang titik pada bahagian sampel.
Kecacatan Lukisan Dalam Biasa dan Cara Pembekal Berkualiti Menghalangnya
Memahami kemungkinan kecacatan membantu anda bertanya soalan yang betul semasa menilai keupayaan kawalan proses pembekal.
| Kecacatan | sebab | Kaedah Pencegahan |
|---|---|---|
| Berkerut | Daya pemegang kosong tidak mencukupi | Kawalan tekanan pemegang kosong yang dioptimumkan |
| Koyak / Patah | Nisbah seri yang berlebihan atau pelinciran yang tidak mencukupi | Lukisan berbilang peringkat, pemilihan pelinciran yang betul |
| Subang | Anisotropi dalam bahan lembaran | Pemilihan bahan dengan anisotropi planar rendah (nilai-r) |
| Springback | Pemulihan elastik selepas terbentuk | Pampasan overbend mati dan simulasi proses |
| Calar Permukaan | Kekasaran mati atau bahan cemar dalam pelincir | Sistem penggilap mati yang kerap dan bersihkan sistem pelinciran |
| Variasi Ketebalan | Daya pemegang kosong yang tidak sekata atau alatan haus | Pemeriksaan alatan berkala dan penentukuran daya |
Apabila menyemak sampel daripada bakal pembekal, periksa bahagian dengan teliti di bawah pencahayaan yang mencukupi untuk sebarang kecacatan yang disenaraikan di atas. Minta laporan dimensi dan ukuran kekasaran permukaan — pembekal berkualiti akan menyediakannya tanpa teragak-agak.
Pemilihan Bahan untuk Kualiti Lukisan Dalam
Bahan yang dipilih untuk bahagian yang dilukis dalam secara langsung menentukan kebolehbentukan, kekuatan, rintangan kakisan dan kesesuaiannya untuk operasi sekunder seperti kimpalan atau penyaduran. Pengeluar yang berpengetahuan akan membantu anda memilih aloi dan gred yang sesuai untuk aplikasi anda, bukan sahaja pilihan termurah yang ada.
Bahan Lukisan Dalam Yang Biasa Digunakan
- Keluli karbon rendah (DC01–DC06): Bahan yang paling banyak dilukis. Gred DC04 dan DC05 menawarkan nilai pemanjangan 38%–40%, menjadikannya sesuai untuk cawan dan cengkerang dalam. Digunakan secara meluas dalam panel badan automotif dan perumah perkakas.
- Keluli tahan karat (304, 316): Menawarkan rintangan kakisan yang sangat baik. Gred 304 ialah tahan karat yang paling biasa dilukis dalam, tetapi ia berfungsi dengan cepat, memerlukan penyepuhlindapan antara peringkat yang teliti untuk geometri dalam.
- Aluminium (1100, 3003, 5052): Ringan dan tahan kakisan. Aloi 1100 adalah yang paling boleh dibentuk, manakala 3003 mengimbangi kebolehbentukan dengan kekuatan sederhana. Digunakan dalam kepungan aeroangkasa dan elektronik.
- Tembaga dan loyang: Kekonduksian elektrik dan haba yang sangat baik. Loyang (C26000) digunakan secara meluas untuk penyambung elektrik dan komponen paip kerana kebolehlukisannya yang unggul.
- titanium: Digunakan dalam aplikasi aeroangkasa dan perubatan berprestasi tinggi. Memerlukan perkakas khusus, daya pembentukan yang lebih tinggi, dan pengurusan suhu yang teliti.
Semasa menilai pembekal, sahkan mereka mempunyai pengalaman langsung dengan bahan khusus anda. Pengilang yang secara rutin bekerja dengan keluli tahan karat akan mempunyai kitaran penyepuhlindapan dan protokol pelinciran didail masuk, manakala seorang yang berpengalaman terutamanya dalam keluli lembut mungkin bergelut dengan aloi yang lebih mencabar.
Toleransi Dimensi dan Piawaian Kemasan Permukaan
Menentukan dan mengesahkan toleransi adalah salah satu langkah paling penting dalam memilih pembekal lukisan dalam yang berkualiti. Toleransi yang terlalu ketat meningkatkan kos secara tidak perlu, manakala toleransi yang terlalu longgar membawa kepada kegagalan pemasangan. Bekerjasama dengan pembekal anda untuk menyelaraskan toleransi dengan keperluan fungsian anda.
Toleransi Dimensi Biasa dalam Lukisan Dalam
| Jenis Dimensi | Toleransi Standard | Toleransi Ketepatan |
|---|---|---|
| Diameter luar | ±0.10 mm | ±0.03 mm |
| Ketebalan dinding | ±0.05 mm | ±0.02 mm |
| Bahagian ketinggian / kedalaman | ±0.15 mm | ±0.05 mm |
| Kerataan bawah | 0.20 mm | 0.05 mm |
| Kekasaran permukaan (Ra) | 1.6–3.2 µm | 0.4–0.8 µm |
Minta pembekal berpotensi untuk berkongsi laporan pemeriksaan artikel pertama (FAI) atau dokumentasi PPAP daripada projek terdahulu. Dokumen-dokumen ini menunjukkan sejauh mana mereka boleh memegang toleransi dalam keadaan pengeluaran sebenar, bukan hanya tetapan makmal yang ideal.
Sistem Kawalan Kualiti dan Keupayaan Pemeriksaan
Sistem pengurusan kualiti (QMS) pengeluar adalah tulang belakang keluaran yang konsisten. Sekurang-kurangnya, pembekal lukisan dalam yang serius harus memegang Pensijilan ISO 9001 , yang memerlukan proses yang didokumenkan untuk kawalan reka bentuk, pemeriksaan bahan masuk, pemantauan dalam proses, pemeriksaan akhir dan tindakan pembetulan. Sesetengah industri memerlukan pensijilan tambahan seperti IATF 16949 untuk automotif atau AS9100 untuk aeroangkasa.
Peralatan Pemeriksaan untuk Dicari
- Mesin pengukur koordinat (CMM): Menyediakan pengesahan dimensi tiga dimensi kepada ketepatan sub-mikron. Penting untuk geometri kompleks dan toleransi yang ketat.
- Pembanding optik dan sistem penglihatan: Dayakan profil pantas dan pemeriksaan ciri, terutamanya berguna untuk pengeluaran volum tinggi.
- Penguji kekasaran permukaan: Kira kualiti kemasan untuk memastikan bahagian memenuhi spesifikasi Ra untuk penampilan dan fungsi.
- Penguji kekerasan: Sahkan bahawa pengerasan kerja semasa lukisan tidak melebihi tahap yang boleh diterima, terutamanya penting untuk bahagian keluli tahan karat dan aluminium.
- Peralatan ujian kebocoran: Bagi bahagian yang digunakan dalam pembendungan bendalir atau gas, ujian tekanan atau kebocoran vakum memastikan integriti cangkang yang dilukis.
Semasa kelayakan pembekal, minta lawatan kemudahan atau audit maya untuk memerhati peralatan pemeriksaan yang digunakan. Beri perhatian kepada sama ada pemeriksaan disepadukan ke dalam aliran kerja pengeluaran (kawalan dalam proses) dan bukannya terhad kepada pemeriksaan akhir akhir talian sahaja. Pemantauan dalam proses menangkap kecacatan lebih awal, mengurangkan kos sekerap dan kerja semula.
Menilai Pengalaman dan Keupayaan Pengilangan Pembekal
Peralatan teknikal penting, tetapi begitu juga dengan kedalaman pengetahuan proses yang dibawa oleh pengeluar ke projek anda. Hasil terbaik datang daripada pembekal yang menganggap bahagian anda sebagai cabaran kejuruteraan, bukan hanya tugas pengeluaran.
Soalan untuk Ditanya Semasa Pemilihan Pembekal
- Apakah julat tan tekan yang dilindungi oleh penekan anda, dan bolehkah anda mengendalikan saiz kosong dan melukis kedalaman yang diperlukan oleh bahagian saya?
- Adakah anda pernah menghasilkan bahagian dalam bahan yang sama dan dengan nisbah cabutan yang serupa dengan saya?
- Adakah anda mereka bentuk dan menyelenggara perkakas secara dalaman, atau adakah ia disumber luar?
- Apakah masa utama artikel pertama biasa anda, dan apakah dokumentasi yang anda sediakan dengan penyerahan artikel pertama?
- Apakah operasi sekunder — pemangkasan, tindikan, kimpalan, rawatan permukaan — boleh anda lakukan secara dalaman?
- Bolehkah anda memberikan rujukan daripada pelanggan dalam industri saya?
Pembekal yang menjawab soalan ini dengan yakin dengan contoh khusus dari sejarah pengeluaran mereka jauh lebih berkemungkinan untuk menyampaikan bahagian berkualiti secara konsisten daripada pembekal yang bertindak balas dengan jaminan generik. Ningbo Dasheng Metal Products Co., Ltd mencontohkan pendekatan ini: dengan pengkhususan bertahun-tahun dalam pengecapan logam, lukisan dalam dan kimpalan, kakitangan kejuruteraan mereka yang berpengalaman bekerjasama dengan pelanggan daripada pemilihan bahan dan alatan sehingga ke bahagian ketepatan siap — memastikan setiap spesifikasi dipenuhi dengan jaminan kualiti yang didokumenkan pada setiap peringkat pengeluaran.
Peranan Prototaip dan Pemeriksaan Artikel Pertama
Sebelum mengeluarkan bahagian lukisan dalam baharu kepada pengeluaran penuh, sentiasa memerlukan prototaip atau fasa artikel pertama. Peringkat ini membolehkan anda dan pengilang mengesahkan bahawa perkakas, parameter proses dan bahan berkelakuan seperti yang diharapkan sebelum kuantiti besar bahagian yang berpotensi tidak mematuhi dihasilkan.
Pakej pemeriksaan artikel pertama (FAI) yang menyeluruh hendaklah termasuk:
- Laporan dimensi dengan semua ciri lukisan diukur dan direkodkan
- Pensijilan bahan (MTR) untuk bahan kosong wakil pengeluaran
- Laporan pengukuran kemasan permukaan
- Laporan pemeriksaan visual dengan gambar ciri kritikal
- Keputusan ujian berfungsi jika berkenaan (ujian kebocoran, pemeriksaan kekerasan, lekatan salutan)
Jangan sekali-kali melangkau fasa FAI untuk menjimatkan masa atau kos. Isu yang ditemui semasa artikel pertama diperbetulkan pada peringkat perkakas atau proses pada sebahagian kecil daripada kos pembetulan masalah yang ditemui selepas beribu-ribu bahagian telah dihasilkan. Pengilang berfokuskan kualiti akan menggalakkan langkah ini secara aktif dan bukannya menekan anda untuk melangkaunya.
Operasi Sekunder dan Kualiti Rawatan Permukaan
Kebanyakan bahagian yang dilukis dalam memerlukan satu atau lebih operasi sekunder untuk mencapai status bahagian siap. Kualiti operasi ini sama pentingnya dengan proses lukisan itu sendiri. Mempunyai pembekal yang menjalankan operasi sekunder secara dalaman mengurangkan kerosakan pengendalian, memendekkan masa pendahuluan dan mengekalkan akauntabiliti untuk keseluruhannya.
Operasi Sekunder Biasa dalam Lukisan Dalam
- Pemangkasan dan bebibir: Mengeluarkan bahagian tepi atas yang tidak rata (earing) yang dihasilkan semasa lukisan untuk mencapai ketinggian siap yang tepat.
- Menindik dan menumbuk: Menambah lubang, slot atau potongan pada cangkerang yang dilukis. Dawai tindik ketepatan mengekalkan toleransi lokasi ±0.05 mm atau lebih baik.
- Kimpalan: Untuk pemasangan yang menggabungkan cengkerang yang dilukis dengan kurungan, bebibir atau komponen lain. MIG, TIG, dan kimpalan titik semuanya biasa. Kualiti kimpalan disahkan melalui pemeriksaan visual, pemeriksaan penembusan, dan ujian tarik atau tork.
- Rawatan permukaan: Penyaduran zink, penyaduran nikel, salutan serbuk, pempasifan dan anodisasi adalah kemasan biasa yang meningkatkan ketahanan dan penampilan kakisan. Sahkan bahawa proses kemasan pembekal anda mematuhi RoHS, REACH atau peraturan alam sekitar lain yang berkaitan dengan pasaran anda.
- Menyahburkan dan membersihkan: Bahagian yang dicop dan dilukis biasanya mempunyai burr dan sisa pelincir yang mesti ditanggalkan sebelum pemeriksaan akhir dan penghantaran.
Kos vs. Kualiti: Mencari Imbangan yang Betul
Walaupun kos sentiasa menjadi faktor, memilih pembekal lukisan dalam semata-mata pada harga adalah kesilapan biasa dan mahal. Kos sebenar alat ganti termasuk bukan sahaja harga unit tetapi juga kadar sekerap, kerja kerja semula, masa pemeriksaan, kelewatan penghantaran dan potensi kegagalan medan. Bahagian yang berharga 15% lebih daripada pembekal yang diperakui kualiti dengan mudah boleh memberikan jumlah penjimatan kos sebanyak 30%–50% apabila kegagalan hiliran dan kos kerja semula difaktorkan.
Nilaikan jumlah kos pemilikan (TCO), bukan harga unit sahaja. Pembekal yang melabur dalam mesin penekan moden, peralatan ketepatan, peralatan pemeriksaan yang ditentukur dan QMS yang diperakui mempunyai kos operasi yang lebih tinggi — dan mereka mencerminkan kos tersebut dalam penetapan harga mereka. Pelaburan tersebut adalah apa yang menjana konsistensi dan kualiti yang anda perlukan untuk melindungi kebolehpercayaan produk anda dan reputasi jenama anda.
Apabila meminta sebut harga, sediakan lukisan yang lengkap dan tepat dengan semua toleransi, spesifikasi bahan, keperluan kemasan permukaan, dan piawaian yang berkenaan dinyatakan dengan jelas. Spesifikasi yang tidak jelas membawa kepada pemotongan sudut dan kejutan yang tidak menyenangkan semasa penghantaran.
Aplikasi Industri dan Pertimbangan Kerumitan Bahagian
Piawaian untuk kualiti dalam bahagian yang dilukis dalam berbeza dengan ketara mengikut penggunaan. Memahami tempat bahagian anda akan digunakan membantu menentukan keperluan kualiti yang betul untuk ditentukan dengan pembekal anda.
| industri | Bahagian Biasa | Keperluan Kualiti Utama |
|---|---|---|
| Automotif | Panel badan, tangki bahan api, perumah penapis | IATF 16949, toleransi ketebalan yang ketat, perlindungan kakisan |
| elektronik | Penutup, tin bateri, sink haba | Ketepatan dimensi, integriti pelindung EMI, pematuhan RoHS |
| Perubatan | Kes instrumen pembedahan, perumah implan | ISO 13485, bahan biokompatibel, Ra ≤ 0.8 µm, kebolehkesanan penuh |
| Aeroangkasa | Kurungan struktur, komponen sistem bahan api | AS9100, bahan yang diperakui, pemeriksaan NDT, kebolehkesanan lot |
| Perkakas Pengguna | Alat memasak, dram mesin basuh, cengkerang pemampat | Kemasan permukaan, konsistensi dimensi, keupayaan volum tinggi |
Mengapa Bekerjasama dengan Pakar Lukisan Dalam Berpengalaman
Perbezaan antara bekas logam komoditi dan pakar lukisan dalam yang sebenar menjadi jelas apabila bahagian anda melibatkan geometri yang mencabar, bahan yang sukar dilukis atau toleransi yang ketat. Pakar membawa simulasi proses, kejuruteraan aplikasi, kepakaran reka bentuk perkakas dan sejarah yang didokumenkan bagi bahagian yang berjaya dihasilkan merentasi pelbagai industri — semuanya di bawah satu bumbung.
Ningbo Dasheng Metal Products Co., Ltd adalah pengeluar yang membawa kepakaran bersepadu ini kepada setiap projek. Mengkhususkan diri dalam pengecapan logam, lukisan dalam dan kimpalan untuk bahagian dan komponen merentas pelbagai industri, kakitangan berpengalaman syarikat bekerja secara langsung dengan pelanggan untuk memilih bahan yang betul, mereka bentuk alatan yang berkesan dan mengeluarkan bahagian ketepatan siap yang memenuhi spesifikasi tepat dan standard kualiti tinggi. Daripada semakan reka bentuk awal hingga kelulusan artikel pertama dan pengeluaran berterusan, setiap langkah diuruskan dengan ketelitian yang dituntut oleh aplikasi kritikal kualiti.
Apabila memilih rakan kongsi untuk komponen yang dilukis dengan mendalam, utamakan pembekal yang memahami permohonan akhir anda, berkomunikasi secara terbuka tentang keupayaan dan pengehadan proses, dan menyokong tuntutan kualiti mereka dengan data yang didokumenkan. Gabungan itu — kepakaran teknikal, komunikasi telus dan jaminan kualiti berasaskan bukti — ialah asas perhubungan bekalan jangka panjang yang boleh dipercayai.
Apakah aplikasi kaki palet dan palam bersarang dalam sistem pergudangan?
Kaki Pallet & Palam Bersarang Meningkatkan Kebolehtimbunan?
produk berkaitan
Hantar Pertanyaan
Jangan teragak-agak untuk menghubungi apabila anda memerlukan kami!
Sama ada anda ingin menjadi rakan kongsi kami atau memerlukan bimbingan atau sokongan profesional kami dalam pemilihan produk dan penyelesaian masalah, pakar kami sentiasa bersedia untuk membantu dalam masa 12 jam di seluruh dunia
hubungi KamiPhone:+86 139-5824-9488
FAX :+86 574-86150176
E-mail: [email protected] [email protected]
Address: Unit 2, Bangunan 19, Taman Zhichuangzhizao, Zon Perindustrian Chengdong, Xiangshan, Ningbo,315705, Zhejiang, China
Metal Stamping Parts improve production efficiency through four interconnected mechanisms: they co...
Metal Stamping Parts play a foundational role in modern manufacturing by converting flat metal she...
Kategori Produk
Mudah alih
